






Propiedades de las resinas
intercambiadoras de iones
Introducción
 En esta página vamos a examinar — con varios ejemplos — las características siguientes de una resina de intercambio iónico:
En esta página vamos a examinar — con varios ejemplos — las características siguientes de una resina de intercambio iónico:
- Granulometría
- Capacidad
- Humedad
- Materia seca
- Masa volúmica de los gránulos
- Densidad aparente
- Efecto de compresión
- Aspecto óptico
- Variación de volumen
- Estabilidad
- Estructura y selectividad
La estructura (esqueleto y grupo funcional) de las resinas está en otra página en inglés, y los detalles de la capacidad de intercambio se encuentran en una página adicional.
La forma iónica es muy importante
La expresión de la mayoría de las propiedades de resinas intercambiadoras de iones debe ser acompañada por la forma iónica correspondiente, puesto que los valores medidos no son los mismos según los iones que se encuentran en la resina. Esto es crítico en particular para las propiedades siguientes:- Capacidad
- Humedad
- Densidad
y puede afectar también un poco la granulometría. Por ejemplo, la resina Amberjet 4400 tiene una capacidad total de unos 1,5 eq/L en forma Cl—, pero de solo 1,2 eq/L en forma OH—. Esta diferencia es debida al cambio de volumen de la resina: se hincha hasta los 30 % pasando de la forma Cl— a la forma OH—. Está claro que el número de grupos activos en la muestra de resina no cambia en el proceso, de manera que cuando la resina se hincha, la densidad de estos grupos en la estructura de la resina baja por unidad de volumen, y la capacidad es precisamente la medida de esta densidad de grupos funcionales.
Ejemplo: análisis de un lote de resina nueva
| Tipo de resina | Amberlite IRA96 |
|---|---|
| Lote N° | 6210AA55 |
| Capacidad por volumen [forma base libre] | 1,36 eq/L |
| Capacidad por peso [base libre] | 5,16 eq/kg |
| Materia seca [base libre] | 264 g/L |
| Capacidad fuerte | 8,6 % |
| Retención de humedad [base libre] | 61,8 % |
| Bolas perfectas | 98 % |
| Bolas enteras | 99 % |
| Masa volúmica [base libre] | 1,04 |
| Granulometría | |
| Tamaño medio | 0,68 mm |
| Coeficiente de uniformidad | 1,34 |
| Tamaño medio harmónico | 0,67 mm |
| Tamaño efectivo | 0,53 mm |
| Bolas finas < 0,300 mm | 0,1 % |
| Bolas gruesas > 1,18 mm | 0,2 % |

Granulometría

Tamices (clic)
Hoy se mide la distribución granulométrica con aparatos contando las partículas, atados a un ordenador que calcula todos los parámetros de la distribución, que son:

Resina uniforme
UC = 1.07

Resina convencional
UC = 1.60
- Diámetro medio
- Coeficiente de uniformidad
- Tamaño efectivo
- Tamaño medio armónico
- Cantidad de bolas finas
- Cantidad de bolas gruesas
Medida de la granulometría
 Ejemplo de un análisis tradicional que mide el volumen de resina que se queda encima de cada tamiz:
Ejemplo de un análisis tradicional que mide el volumen de resina que se queda encima de cada tamiz:
| mm | % encima | % a través |
|---|---|---|
| 1,25 | 0,8 | 99,2 |
| 1,00 | 2,0 | 97,2 |
| 0,80 | 14,9 | 82,3 |
| 0,63 | 33,2 | 49,1 |
| 0,50 | 32,5 | 16,6 |
| 0,40 | 14,1 | 2,5 |
| 0,315 | 2,0 | 0,5 |
| Más fino | 0,5 | |
| 100 % |
Los valores "entre tamices" se trazan en una curva con eje x (tamaño de la malla) logarítmico. Teóricamente, y más o menos prácticamente también, la distribución granulométrica de una resina producida en reactores agitados es "normal" o "de Gauss". Aquí hemos superpuesto una "campana de Gauss" al gráfico experimental.
Definiciones
- El diámetro medio corresponde a la abertura del tamiz teórico a través del cual pasan exactamente 50 % de la muestra de resina. Se representa habitualmente por "d50"
- El tamaño efectivo corresponde al tamiz a través del cual pasan 10 % de la muestra. Abreviación d10.
- El coeficiente de uniformidad es definido como CU = d60 / d10
Este coeficiente mide la extensión de la distribución y corresponde a la anchura de la curva de Gauss. Si todas las bolas de resina fuesen idénticas, el CU tendría el valor 1,00. Las resinas AmberjetTM tienen un CU de 1,05 a 1,20, las AmbersepTM y AmberliteTM SB 1,15 a 1,30, las RF 1,20 a 1,50, y las resinas de calidad estándar 1,3 a 1,7. Véanse las dos pequeñas imágenes de arriba. - El tamaño medio harmónico abreviado HMS es una expresión matémática calculada a partir de la función de distribución.
 Véase su fórmula a la derecha. La media armónica sirve para consideraciones teóricas sobre las propiedades hidráulicas y la cinética de una resina. En la práctica, está próxima del diámetro medio, pero un poco más pequeña. Estos dos valores son casi idénticos en resinas de distribución uniforme.
Véase su fórmula a la derecha. La media armónica sirve para consideraciones teóricas sobre las propiedades hidráulicas y la cinética de una resina. En la práctica, está próxima del diámetro medio, pero un poco más pequeña. Estos dos valores son casi idénticos en resinas de distribución uniforme.
 En un gráfico trazado en papel gausso-logarítmico, la distribución normal se representa con una recta. En el pasado servía este tipo de gráfico para calcular el diámetro medio, el tamaño efectivo y el coeficiente de uniformidad a partir de los resultados del laboratorio. En el ejemplo de la derecha hemos trazado los resultados del análisis del lote de arriba y de la curva de Gauss correspondiente. Los puntos experimentales no están exactamente alineados en una recta, por la imprecisión del proceso con tamizes, pero también por el facto que la distribución real no es totalmente normal. Los valores característicos de este ejemplo son:
En un gráfico trazado en papel gausso-logarítmico, la distribución normal se representa con una recta. En el pasado servía este tipo de gráfico para calcular el diámetro medio, el tamaño efectivo y el coeficiente de uniformidad a partir de los resultados del laboratorio. En el ejemplo de la derecha hemos trazado los resultados del análisis del lote de arriba y de la curva de Gauss correspondiente. Los puntos experimentales no están exactamente alineados en una recta, por la imprecisión del proceso con tamizes, pero también por el facto que la distribución real no es totalmente normal. Los valores característicos de este ejemplo son:
| Diámetro medio | 0,640 mm |
| Coeficiente de uniformidad | 1,53 |
| Tamaño efectivo | 0,449 mm |
| Media harmónica (HMS) | 0,616 mm |
Con resinas de granulometría uniforme, el diámetro medio, el tamaño efectivo y la media harmónica son vecinos; serían idénticos con una resina absolutamente uniforme, es decir cuyo coeficiente de uniformidad sería 1,00. Véase la curva de Gauss y el gráfico gausso-logarítmico de una resina con un CU de 1,10.
¿En qué sirve la granulometría?
Resina fina- Buena cinética (intercambio rápido)
- Pérdida de carga alta
- Pérdida de carga baja
- Sin problema de bloqueo de las boquillas
La granulometría es importante
- con lechos mezclados
- con lechos estratificados
- con columnas de lecho compactado (AmberpackTM y similares)
- para ajustar el caudal de contralavado
- en procesos de cromatografía
- resinas finas tienen mejor cinética de intercambio
En los EEUU, la granulometría se expresa muchas veces en mesh (tamaño de las mallas del tamiz). Véase la tabla de correspondencia.
Capacidad de intercambio
Capacidad total- Mide el número de grupos funcionales
- es decir el número de iones monovalentes que se pueden intercambiar
Capacidad útil
- Corresponde al número de sitios activos donde el intercambio iónico tiene lugar durante un ciclo
Los valores de capacidad total de una resina nueva se miden en el laboratorio de control de calidad del productor. Estos valores son expresados en equivalentes por litro de resina húmeda o por kilogramo de resina seca. La capacidad másica ("por peso") indica si una resina ha sido correctamente funcionalizada, sin tener en cuenta la humedad. Aunque una capacidad total alta sea deseable, no todos los sitios de intercambio son utilizados durante un ciclo. Más detalles sobre los conceptos de capacidad total y útil se encuentran en esta otra página.
Humedad
La humedad de una resina (retención de humedad) está relacionada con su porosidad así como con su forma iónica. Esta retención de humedad se expresa generalmente como porcentaje de la masa de una resina en una forma iónica determinada. La influencia de la porosidad en las prestaciones de una resina es:Humedad alta
- intercambio rápido
- buena capacidad de adsorbción
- capacidad total baja
- capacidad total elevada
- difícil de regenerar
- no se pueden eliminar iones voluminosos
- tendencia al envenenamiento (fouling)
Aproximadamente la mitad de la masa de una resina es agua excepto cuando la resina es secada o cuando el agua de hidratación normal ha sido reemplazada por un solvente orgánico. Las moléculas de agua rodean los grupos funcionales (hidratación) y llenan las partes vacías del esqueleto de la resina. Está claro que una resina de humedad alta tiene menos materia seca y por lo tanto lleva menos grupos activos y tiene una capacidad más baja. Por el otro lado, una resina muy porosa proporciona un acceso más fácil a los iones de gran tamaño.
En las resinas de tipo gel, la humedad tiene una relación inversa con la tasa de reticulación del esqueleto. Eso no vale para resinas macroporosas porque se puede ajustar su porosidad artificial sin depender de la tasa de reticulación. Véase la página (en inglés) sobre la estructura de las resinas.
En general, las resinas de baja humedad tienen una cinética más lenta y padecen de un riesgo de envenenamiento.
Materia seca
La cantidad de materia seca se calcula:- o como el complemento de la humedad (en % de la masa de resina húmeda)
- o como la masa de resina seca por litro de resina húmeda (en g/L)*.
La materia seca era antaño un concepto utilizado por algunos productores de resina en lugar de la retención de humedad. Hoy ha desaparecido su uso.
Densidad real (masa volúmica de las partículas de resina)
La densidad de una resina es importante para:- La separación de lechos mezclados
- El funcionamiento de lechos estratificados (Stratabed)
- Lechos flotantes
- El contralavado de cualquier lecho de resina
Aunque no está incluido en análisis de rutina, la densidad real es un parámetro importante para la operación de una planta. Es esencial en todos los procesos con mezcla o superposición de 2 o 3 resinas colocadas en la misma columna, y para ajustar el caudal de contralavado.
La medida de densidad real se hace utilizando un picnómetro.
Es preciso saber que la densidad varia con la composición iónica de la resina. Puesto que esta composición cambia durante el ciclo, no se puede estimar exactamente y hace difícil el ajuste del caudal de contralavado (flujo de abajo hacia arriba) de un lecho de resina.
He aquí unos valores típicos:
| Tipo de resina | Forma iónica | Gama de valores | Valor típico |
| WAC (cat. débil) | H | 1,16 – 1,19 | 1,18 |
| WAC | Ca | 1,28 – 1,34 | 1,32 |
| SAC (cat. fuerte) | H | 1,18 – 1,22 | 1,20 |
| SAC | Na | 1,26 – 1,32 | 1,28 |
| SAC | Ca | 1,28 – 1,33 | 1,31 |
| WBA (an. débil) | Base libre | 1,02 – 1,05 | 1,04 |
| WBA | Cl | 1,05 – 1,09 | 1,06 |
| WBA | SO4 | 1,08 – 1,13 | 1,11 |
| SBA (an. fuerte) | OH | 1,06 – 1,09 | 1,07 |
| SBA | Cl | 1,07 à 1,10 | 1,08 |
| SBA | SO4 | 1,10 – 1,14 | 1,12 |
Densidad aparente y peso entregado
La densidad aparente de una resina se expresa en masa de resina por volumen (g/L). Ya que existen pequeñas variaciones entre lotes producidos, se utiliza un valor estándar de peso para embalar la resina al final de la producción. Estas variaciones de densidad aparente son debidas a la humedad residual que permanece entre las bolas de resina después de su drenaje antes de embalar.
Ejemplo :
Una resina tiene valores de densidad aparente entre 720 y 780 g/L. Si se selecciona un valor de peso entregado de 700 g/L, tendremos los resultados siguientes:
- Cada bolsa de 25 litros tendrá 0,770 x 25 = 19.25 kg de resina
- Si un lote particular tiene una densidad aparente de 720 g/L (o sea 1.389 L/kg) el cliente recibirá 19,25 x 1.389 = 26.7 L de resina en cada bolsa de este lote.
- Si el lote tiene una densidad aparente de 780 g/L (1.282 L/kg) el cliente recibirá 19,25 x 1,282 = 24,7 L de resina en cada bolsa de 25 L.
Compresión del lecho
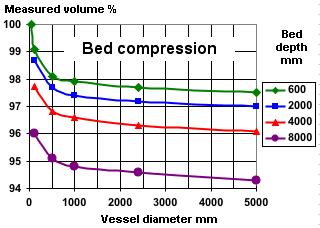
Los datos del gráfico fueron establecidos por un cliente que no estaba seguro del volumen entregado por el productor.
Aspecto óptico
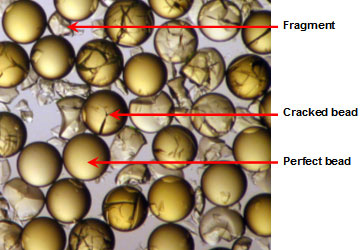
Aspecto óptico de una resina usada
El aspecto óptico de una resina nueva, es decir la proporción de bolas agrietadas y de fragmentos, es un análisis importante del control de calidad en producción. En el método de control se emplean los conceptos de bolas perfectas y de bolas enteras. Las perfectas no están rotas ni agrietadas. Las bolas enteras son esféricas — es decir no rotas — pero pueden estar agrietadas.
Con resinas usadas, el aspecto óptico proporciona informaciones útiles sobre problemas potenciales de funcionamiento. Por ejemplo, una muestra recibida de un cliente tiene las características siguientes:
| Bolas perfectas | 65 % |
| Bolas enteras | 94 % |
- 65 % de bolas perfectas
- 29 % de bolas enteras, pero agrietadas
- 6 % de pedazos
Véase también fotos de resina nueva.
Forma iónica y variaciones de volumen
El volumen de una muestra de resina cambia según los iones cargados en la resina. Por ejemplo, una resina de tipo gel fuertemente básica puede hincharse más de 25 % por conversión total de la forma cloruro (forma de entrega) a la forma hidróxido (completamente regenerada).Abajo las formas iónicas de entrega usuales y una gama de las variaciones de volumen:
| Tipo de resina | Forma iónica de entrega |
Cambio total de volumen |
De... a | Ejemplo |
|---|---|---|---|---|
| SAC (ácida fuerte) | Na, H | 6 – 10 % | Na a H | Amberjet 1000 |
| SBA (básica fuerte) | Cl, OH, SO4 | 15 – 30 % 6 – 10 % |
Cl a OH Cl a SO4 |
Amberjet 4200 |
| WBA (básica débil) | Base libre (BL) | 10 – 25 % | BL a Cl | Amberlite IRA96 |
| WAC (ácida débil) | H | 15 – 40 % 60 – 100 % |
H a (Ca+Mg) H a Na |
Amberlite IRC86 |
Valores más precisos del cambio de volumen de una resina particular se encuentran muchas veces en las hojas técnicas publicadas por los fabricantes.
Este cambio de volumen procede de los varios estados de hidratación de los iones contenidos en la resina. Por ejemplo, las resinas de funcionalidad débil (WAC y WBA) son muy poco disociadas en su forma regenerada, de manera que casi no hay iones libres en las bolas de resina. En cambio, después de cargar iones del agua o de una solución, estos iones son hidratados:

La conversión total entre una resina 100 % regenerada y una forma 100 % agotada es muy rara en la práctica, de manera que el cambio de volumen máximo teórico no se produce. No obstante se puede observar una variación de volumen en funcionamiento, mirando la altura de lecho antes y después de regenerar. Este cambio de volumen es crítico en los sistemas de lechos compactos, cuyas columnas tienen un espacio libre muy pequeño.
Estabilidad
Las resinas sufren varias formas de stress en servicio:- Stress mecánico en los casos de transporte de resina de una columna a otra
- Stress mecánico en el caso de pérdida de carga elevada
- Stress osmótico debido a las variaciones de volumen de las bolas individuales de resina (párrafo anterior)
- Stress térmico en los casos de temperatura elevada o de variaciones fuertes de temperatura
- Envenenamiento por materias orgánicas


{kind=link}
{kind=link}